



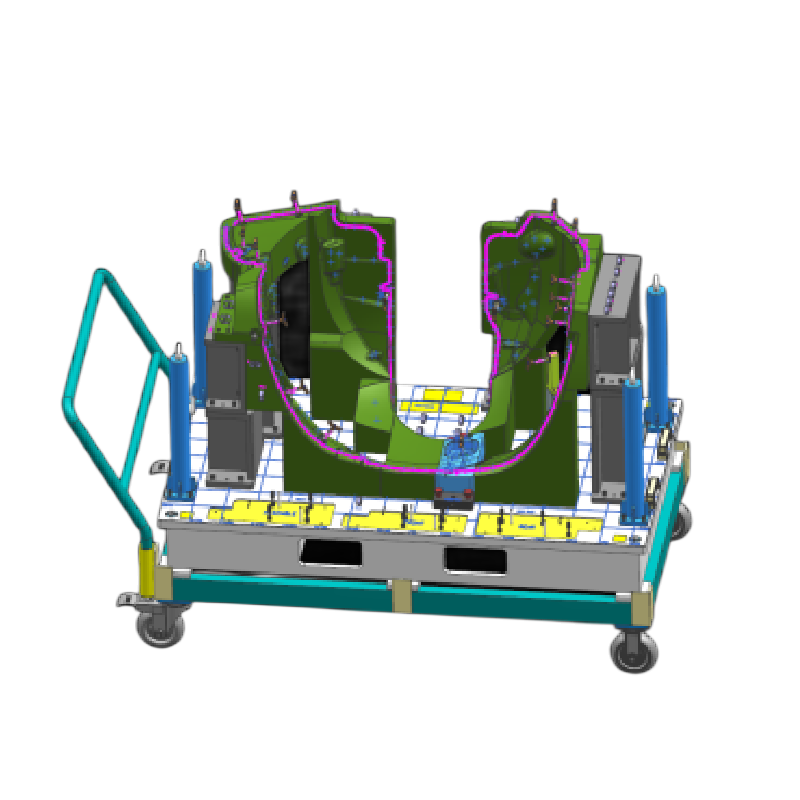
Одинарное пластиковое контрольное приспособление для облицовки колесной арки
видео
Функция
Для контроля качества Wheel House Liner CF и поддержки для повышения производительности автомобильной производственной линии.
Спецификация
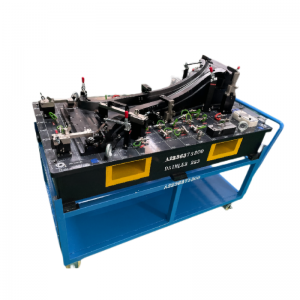
| Тип приспособления: | Подкладка колесной арки CF |
| Размер: | 1800*900*1500 |
| Масса: | 145 кг |
информация о продукте

Использование и обслуживание
X167 используется вместо сдельной платформы места испытаний, опорная планка, включая горизонтальную опорную планку и вертикальную опорную планку, горизонтальная опорная планка фиксируется на основании, уровень опорной планки помещается на микрометр, характер которого: микрометр и закрепленный на цилиндре, цилиндр закреплен на неподвижной пластине, неподвижная пластина через первое передаточное устройство закреплена на горизонтальной опорной планке, первое передаточное устройство включает уровень внутри опорной планки первой для полости, помещенной в первый первый винт для полости, в первом установочном винте на первом фиксированном блоке, первым открыть первый длинный паз для поверхности полости, первый фиксированный блок через первый длинный паз близко к стенке полости вмещающей полости, первый фиксированный блок снабжен резьбовым отверстием с первым винтом;Расположите нижнюю часть стола горизонтально.
Основание, соединенное со вторым неподвижным блоком, снабжено вторым винтом, соединенным со вторым винтом второго двигателя, поверхность основания размещена на пластине, снабженной вторым длинным пазом, второй неподвижный блок снабжен внутренним резьбы и насаженные на второй винт, второй неподвижный блок и вторая длинная стенка паза смыкаются и расширяют поверхность пластины;На горизонтальной платформе расположено множество опорных блоков, а поверхность опорного блока расположена по дуге и близко к ней.
Поверхность детали, подлежащая измерению.
Боковая стенка снабжена соединительным портом, а присоска отрицательного давления соединяется с поверхностью опорного блока, а присоска отрицательного давления находится близко к поверхности опорного блока, а клей фиксируется.Согласно инструменту осмотра моста, упомянутому в заявке.
Первый цилиндр снабжен карточным блоком, неподвижная пластина снабжена прорезью для карты, карточной блок-картой.
В гнезде для карты конец неподвижной пластины перпендикулярен неподвижной пластине, снабжен вертикальной пластиной, вертикальная пластина открыта круглым отверстием, второй цилиндр закреплен в вертикальной пластине, а шток поршня соединен к первому цилиндру через круглое отверстие.
Меньше отклонений в процессе сборки.Инструмент для контроля в уровне техники 03 крепится на сборе, а микрометр фиксируется на сборе, который приводится в действие цилиндром или непосредственно вручную.
Детекция, этот метод обнаружения существует при сдельной выписке.
В процессе выравнивания существует ряд проблем, таких как отклонение, которые серьезно влияют на точность обнаружения тестером.Полезная модель представляет собой новый тип инструмента для проверки кабины, который может решить вышеуказанные технические проблемы.Полезная модель реализована по следующей технической схеме: кабинный досмотр содержит основание и опорную штангу, основание снабжено установочной площадкой для размещения контролируемой детали, опорная штанга включает горизонтальную опорную штангу и вертикальную опорный стержень, горизонтальный опорный стержень закреплен на основании, а горизонтальный опорный стержень размещен на основании Микрометр, микрометр закреплен на первом цилиндре, первый цилиндр закреплен на неподвижной пластине, неподвижная пластина закреплена на горизонтальную опорную штангу через первое передаточное устройство, причем первое передаточное устройство содержит горизонтальную опору.
Первая вмещающая полость в полюсе, первый винт, размещенный в первой вмещающей полости, устанавливается в первую.
Первый фиксируемый блок на винте, первая поверхность вмещающей полости снабжена первой длинной канавкой, первый фиксируемый блок через первую длинную канавку вплотную к стенке вмещающей полости, первый неподвижный блок размещен с первым винтом.
Множество опорных блоков, поверхность опорного блока расположена по дуге, близко к поверхности проверяемой детали.Платформа для размещения и опорный блок предпочтительно снабжены соединенным воздуховодом, и воздуховод находится на платформе для размещения.
Рабочий процесс
1. Получен заказ на поставку----->2. Дизайн----->3. Подтверждение чертежа/решения----->4. Подготовьте материалы----->5. ЧПУ----->6. ШМ----->6. Сборка----->7. КИМ-> 8. Осмотр----->9. (3-я часть осмотра при необходимости)----->10. (внутренний/клиент на месте)----->11. Упаковка(деревянный ящик)----->12. Доставка
Производственный допуск
1. Плоскостность опорной плиты 0,05/1000
2. Толщина базовой пластины ± 0,05 мм.
3. Датум местоположения ±0,02 мм.
4. Поверхность ± 0,1 мм
5. Контрольные штифты и отверстия ± 0,05 мм.






.png)
.png)