






Высококачественный производитель 3D-сварки с приспособлениями для напольных приспособлений
видео
Функция
Для контроля качества поддона пола и поддержки для повышения производительности автомобильной производственной линии.
Спецификация
| Тип приспособления: | Дуговая сварка |
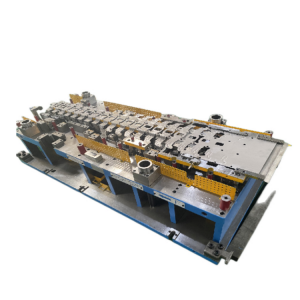
| Размер: | 2200x1200x900мм |
| Масса: | 115 кг |
информация о продукте



Подробное введение
Вот некоторые типичные конструкции конструкций:
• Простая структура позиционирования (установочный штифт)
В основном используется в положении основного установочного штифта.
• Простой зажим опоры (зажим)
• Списание (болт)
Он в основном используется в основной линии, в составной линии и в основном позиционировании нижней линии.
• Ограничительная конструкция STOPPER
Чтобы предотвратить силу сжатия или удар, вызванный слишком большой деформацией детали или царапинами на поверхности детали;Направление толщины пластины зажимного рычага имеет требования к точности (установочный штифт);Длина двойного поворотного механизма или коромысла слишком велика;Когда угол опорной поверхности слишком велик;Имеется индентор с большим эксцентриситетом.
• ШТЫРЬКОВЫЙ ЗАЖИМ
Штифтовое и сдельное невмешательство - точка поворота и заготовка в линию;Должен иметь конечную ПРОБКУ.
• Структура HLINK
Когда высота раскрытия прижимного рычага ограничена, а угол раскрытия должен быть большим, или траектория движения прижимного рычага ограничена, следует рассмотреть возможность использования H-LINK, который отличается от обычного Link своим использованием.Следует выбирать цилиндры с КРОНШТЕЙНОМ ЦИЛИНДРОВ, которые не имеют раскачивания во время движения, и использовать антикронштейн для крепления цилиндров.
• Вторичная структура SWING (двойной флип)
Двойное крепление BASE
В дополнение к типичной конструкции имеется гибкая комбинация приспособления для быстрой замены и двойного зажима опорной плиты, что может значительно сократить время регулировки замены приспособления и снизить производственные затраты;Использование поворотного стола BASE в приспособлении для вторичной сборки делает разумную высокую гибкость приспособления реальностью.Этот режим быстрого переключения значительно сокращает время замены и отладки приспособления и снижает стоимость производства.
Особенности приспособления Double BASE:
Крепление с двойным основанием имеет преимущества простой конструкции, небольшого количества монтажных звеньев и хорошей жесткости, простоты переключения моделей, потребности в обновлении продукта и автоматической обработке. Его основные характеристики включают в себя:
1) Крепление Double BASE обладает универсальностью, система крепления обладает достаточной гибкостью, может адаптироваться к требованиям обработки различных моделей, весь корпус линии можно использовать повторно.
2) Двойное БАЗОВОЕ приспособление имеет простую конструкцию, удобную сборку и разборку и способствует быстрому переключению последующих моделей.
3) Приспособление с двойным основанием имеет достаточную прочность и жесткость, сборка приспособления, процесс переключения могут эффективно обеспечивать точность обработки деталей.
4) Спецификации BASE светильников с двойным BASE должны быть унифицированы, приспособлены для многократного использования и компьютеризированы для сборки и управления.
Состав светильника Double BASE:
Приспособление double BASE состоит из двух частей: части корпуса линии крепления и специального крепления.Часть корпуса линии крепления состоит из общей части крепления и стандартных компонентов.Специальная часть приспособления зависит от механизма и использования частей продукта.
Структура
1. Корпус провода крепления
К основным компонентам двойного БАЗОВОГО светильника относятся корпус универсального ряда светильника, каркас светильника и стандартная матричная поверхность БАЗЫ (см. рис. 2);
2. Скобки
К основным компонентам джиг-каркаса относятся различные прокладки, прокладки и угловые посадочные места;
3. Позиционирование деталей между компонентами и компонентами реального позиционирования сдельной работы
Он включает в себя различные позиционирующие блоки, позиционирующие штифты, позиционирующие опоры и профильную подсветку.
4. Застежки
Он включает в себя стандартные контакты и контакты столбцов, которые являются основными частями, используемыми для соединения двух плат BASE.
Технические требования к креплению
В дополнение к соответствующим техническим требованиям к общему креплению, на этапе проектирования двойного крепления BASE необходимо учитывать следующие технические требования:
▲ Jig BASE и опорное сиденье
Основная конструкция лески разработана в соответствии с GB2804, а основные компоненты изготовлены из высококачественной низкоуглеродистой легированной стали.После взлома и закалки поверхностная твердость компонентов должна достигать 58 ~ 65 HRC, а внутренняя твердость должна достигать HRC 35 ~ 40, чтобы гарантировать, что основание приспособления имеет достаточную прочность, ударную вязкость, износостойкость и стабильность.
Точность основных размеров компонентов приспособления такая же, как и у обычного приспособления, достигая уровня ISO6 ~ 7, допуск горизонтального отверстия для позиционирования и базовой поверхности составляет ± 0,05 мм, допуск между отверстием для позиционирования и отверстием для позиционирования составляет ± 0,02 мм, базовая шероховатость поверхности 1,6 мкм.
Основная апертура опорной плиты имеет две серии D28 и D16.На высокоточной поверхности стола круглые отверстия D28 равномерно распределены через каждые 100 мм или φ16 мм через каждые 50 мм.Эти отверстия можно использовать для соединения модулей позиционирования и соединений приспособлений различного назначения.
Рабочий процесс
1. Получен заказ на поставку----->2. Дизайн----->3. Подтверждение чертежа/решения----->4. Подготовьте материалы----->5. ЧПУ----->6. ШМ----->6. Сборка----->7. КИМ-> 8. Осмотр----->9. (3-я часть осмотра при необходимости)----->10. (внутренний/клиент на месте)----->11. Упаковка(деревянный ящик)----->12. Доставка
Время выполнения и упаковка
45 дней после утверждения 3D-дизайна
5 дней экспресс-доставкой: FedEx по воздуху
Стандартный экспортный деревянный ящик
Мы добавим фиксирующий деревянный блок внутрь корпуса, чтобы обеспечить безопасность приспособления при транспортировке.Влагопоглотитель и полиэтиленовая пленка будут использоваться для защиты контрольного приспособления от влаги при транспортировке.





.png)
.png)